1. Klasifikácia zariadení na výrobu potravín a požiadavky naň
Všetky technologické stroje a zariadenia možno klasifikovať podľa druhu procesov vyskytujúcich sa v surovinách, polotovaroch a hotových výrobkoch pri technologickom spracovaní. V tomto prípade je možné technologické stroje a zariadenia kombinovať do nasledujúcich skupín:
technologické stroje a prístroje na vykonávanie hydromechanických procesov (zariadenia na sedimentáciu, filtráciu, fluidizáciu, miešanie, umývanie, čistenie, rezanie, trenie);
technologické stroje a prístroje na vykonávanie procesov výmeny tepla a prenosu hmoty (zariadenia na tepelné spracovanie, extrakciu, sušenie a pečenie);
technologické stroje a prístroje na vykonávanie mechanických procesov (zariadenia na mletie, váženie, dávkovanie, lisovanie, preosievanie, triedenie, tvarovanie, balenie).
Požiadavky na zariadenia
Vhodne skonštruované zariadenie musí spĺňať prevádzkové, konštrukčné, estetické, ekonomické a bezpečnostné požiadavky.
Prevádzkové požiadavky
Súlad zariadenia s určeným účelom. Účelom zariadenia je vytvoriť podmienky, ktoré sú optimálne pre proces. Tieto podmienky sú dané typom procesu, stavom agregácie spracovávaných hmôt, ich chemickým zložením a fyzikálnymi vlastnosťami (viskozita, elasticita, plasticita atď.). Aparatúra musí dostať formu, ktorá zabezpečí potrebné technologické podmienky pre proces (tlak, pri ktorom proces prebieha; rýchlosť pohybu a stupeň turbulencie prúdu spracovávaných hmôt; vytvorenie potrebného fázového kontaktu mechanické, tepelné, elektrické a magnetické efekty). Uvažujme o elementárnom príklade. Je potrebné zahriať a zmiešať viskózny roztok obsahujúci suspendované častice tepelne nestabilnej látky (napríklad cukrový roztok obsahujúci kryštály cukru). Na tento účel možno použiť dve zariadenia. V zariadení znázornenom na obr. 1, usadzovanie pevných častíc na dne a v rohoch je nevyhnutné. Na týchto miestach dôjde k spáleniu a zničeniu produktu. V dôsledku toho forma tohto zariadenia nevytvára podmienky potrebné na to, aby proces pokračoval. Vo väčšej miere spĺňa zamýšľaný účel zariadenia znázorneného na obr. 2. Zariadenie má guľové dno spojené s valcovým telom a miešadlom kotvového typu. All ego bráni tvorbe sedimentu a jeho spálenie na stenách dna. Z uvedeného príkladu je zrejmé, že pre návrh aparatúry je potrebné poznať a brať do úvahy vlastnosti spracovávaného systému. Zanedbanie technologických požiadaviek vedie k znehodnoteniu produktu.
Vysoká intenzita zariadenia. Jednou z hlavných charakteristík prístroja je jeho produktivita – množstvo surovín spracovaných v prístroji za jednotku času, alebo množstvo hotového výrobku vydaného prístrojom za jednotku času. Pri výrobe kusových výrobkov sa produktivita vyjadruje počtom kusov výrobku za jednotku času. Pri vývoji hromadnej výroby sa produktivita vyjadruje v jednotkách hmotnosti alebo objemu za jednotku času. Intenzita prístroja je jeho výkon, vzťahujúci sa na akúkoľvek základnú jednotku, ktorá tento prístroj charakterizuje. Intenzita sušiaka je teda vyjadrená množstvom vody odstránenej z materiálu za 1 hodinu, vztiahnuté na 1 m 3objem sušičky; intenzita práce výparníkov - množstvo vody odparenej za 1 hodinu, vztiahnuté na 1 m 2vykurovacie plochy. Je zrejmé, že na dosiahnutie vysokej produktivity s malými celkovými rozmermi zariadenia je hlavnou úlohou výroby zintenzívnenie procesu. Spôsoby, akými sa to dosahuje, sú rôzne odlišné typy zariadení. Niektoré si však môžete nainštalovať bežné metódy zvýšenie intenzity zariadení, nezávisle od ich zariadenia. Intenzifikácia sa dá dosiahnuť napríklad nahradením periodických procesov kontinuálnymi: v tomto prípade odpadá čas strávený pomocnými operáciami a je možná automatizácia riadenia. V niektorých prípadoch môže byť intenzita práce zariadenia zvýšená zvýšením rýchlosti pohybu jeho pracovných prvkov. Odolnosť materiálu prístroja proti korózii. Materiál, z ktorého je prístroj vyrobený, musí byť stabilný, keď je vystavený spracovanému médiu. Na druhej strane by produkty interakcie medzi médiom a materiálom nemali mať škodlivé vlastnosti ak sa výrobok používa na potraviny. Nízka spotreba energie. Energetická náročnosť prístroja je charakterizovaná spotrebou energie na jednotku spracovaných surovín alebo vyrobených produktov. Ak sú ostatné veci rovnaké, zariadenie sa považuje za dokonalejšie, čím menej energie sa minie na jednotku surovín alebo výrobkov. Prístupnosť pre kontrolu, čistenie a opravu. Pre správnu funkciu zariadenia je podrobované systematickým kontrolám, čisteniu a aktuálnym opravám. Konštrukcia zariadenia by mala poskytovať schopnosť vykonávať tieto operácie bez dlhých prestávok. Spoľahlivosť. Spoľahlivosť prístroja a stroja je schopnosť vykonávať stanovené funkcie, udržiavať svoj výkon v rámci stanovených limitov po požadovanú dobu. Spoľahlivosť zariadenia je určená jeho spoľahlivosťou, udržiavateľnosťou, trvanlivosťou. Spoľahlivosť a životnosť sú ukazovatele, ktoré majú veľký význam a určenie realizovateľnosti zariadenia. Bezpečnostné požiadavky. Ergonómia V socialistických podnikoch sú na prístroje kladené bezpečnostné požiadavky a jednoduchosť údržby. Prístroj musí byť navrhnutý a vyrobený s primeranou mierou bezpečnosti, vybavený ochrannými zariadeniami pre pohyblivé časti, bezpečnostnými ventilmi, automatickými spínačmi a inými zariadeniami, aby sa zabránilo výbuchom a nehodám. Operácie pri nakladaní surovín a vykladaní hotových výrobkov musia byť pre obsluhujúci personál pohodlné a bezpečné. To je zabezpečené vhodnou konštrukciou poklopov a ventilov. Najbezpečnejšie sú hermeticky uzavreté kontinuálne stroje s plynulým tokom materiálov. Pre uľahčenie údržby by sa malo zariadenie ovládať z jedného miesta, kde je nainštalovaný ovládací panel. Toto je obzvlášť jednoduché implementovať, ak je zorganizované diaľkové ovládanie a diaľkové ovládanie zariadenia. Najvyššou formou je úplná automatizácia riadenia a riadenia. Ovládanie prístroja by nemalo vyžadovať značné výdavky na fyzickú prácu. V podmienkach technologickej revolúcie nadobudla veľký význam ergonómia, veda o prispôsobovaní pracovných podmienok človeku. Ergonómia uvažuje praktické záležitosti vyplývajúce z organizácie ľudskej práce na jednej strane a mechanizmu a prvkov materiálneho prostredia na strane druhej, V moderných podmienkach, keď sa človek riadiaci proces zaoberá rýchlo plynúcimi intenzívnymi procesmi, je naliehavo potrebné prispôsobiť ich fyziologickým a psychickým schopnostiam človeka tak, aby sa vytvorili podmienky pre čo najefektívnejšiu prácu, ktorá nepredstavuje náročnosť. ohrozenie ľudského zdravia a vykonáva ho s menšou námahou. Požiadavky ergonómie pri konštrukcii prístrojov sú, aby bol pracovný proces obsluhy prístroja prispôsobený jeho fyzickým a duševným schopnostiam. To by malo zabezpečiť maximálnu efektivitu práce a eliminovať možné zdravotné riziká. Ďalšia dôležitá požiadavka špecifická pre zariadenia na výrobu potravín vyplýva z účelu produktov potravinárskych podnikov. Pri výrobe potravín musia byť zabezpečené vysoké hygienické a hygienické podmienky, aby sa zabránilo možnosti infekcie výrobkov alebo kontaminácie produktmi vplyvu prostredia a materiálu, z ktorého je zariadenie postavené. To je zabezpečené tesnosťou zariadení, konštrukčnými formami, ktoré umožňujú dôkladné čistenie, automatizáciou, ktorá umožňuje vykonávať proces bez dotyku ľudských rúk, a výberom vhodného materiálu na konštrukciu zariadenia. Štrukturálne a estetické požiadavky Tieto a skupina zahŕňajú požiadavky týkajúce sa návrhu, prepravy a inštalácie zariadenia. Hlavné sú nasledovné: štandardizácia a zameniteľnosť častí zariadenia; najmenšia pracnosť pri montáži; jednoduchosť prepravy, demontáže a opravy; minimálna hmotnosť celého prístroja a jeho jednotlivých častí. Zvážte požiadavky na hmotnosť zariadenia. Zníženie hmotnosti zariadenia znižuje jeho náklady. Dá sa to dosiahnuť odstránením nadmerných bezpečnostných rezerv, ako aj zmenou tvaru zariadenia. Pri navrhovaní valcových zariadení by sa teda, ak je to možné, mal zvoliť taký pomer výšky k priemeru, pri ktorom bude pomer plochy povrchu k objemu minimálny. Je známe, že povrch valcových nádob s plochým vekom je minimálny pri N/A = 2. S týmto pomerom je minimálna aj hmotnosť kovu vynaložená na konštrukciu valcového zariadenia. Spotrebu kovu je možné znížiť aj výmenou plochých uzáverov za vypuklé. V mnohých prípadoch vedie prechod od nitovaných k zváraným konštrukciám, racionalizácia zariadenia jednotlivých jednotiek, použitie vysokopevnostných kovov a plastových materiálov (textolit, vinylplast atď.) k výraznému zníženiu hmotnosti prístroja. Pri návrhu zariadení je potrebné dbať aj na vyrobiteľnosť zariadení. Technologický (z hľadiska strojárstva) je taký dizajn, ktorý je možné vyrobiť s čo najmenším množstvom času a práce. Aparatúra by mala mať tvar a farbu čo najpríjemnejšiu pre oči. Ekonomické požiadavky Koncept optimalizácie v dizajne. Ekonomické požiadavky na prístroje možno rozdeliť do dvoch kategórií: požiadavky na návrh a konštrukciu prístroja a požiadavky na stavaný stroj v prevádzke. Z hľadiska týchto požiadaviek by náklady na projektovanie, stavbu a prevádzku stroja mali byť čo najnižšie. Prístroje, ktoré spĺňajú prevádzkové a konštrukčné požiadavky, nevyhnutne spĺňajú aj ekonomické požiadavky. S nástupom novej technológie a modernejších zariadení sa môže stať, že aj viac moderný prístroj bude drahšia. V tomto prípade však spravidla klesajú náklady na prevádzku zariadenia a zlepšuje sa kvalita produktu, a preto je zavedenie nového zariadenia vhodné. Detailne ekonomické požiadavky sa uvažujú v predmetoch organizácie výroby a ekonomiky priemyslu. Pri navrhovaní zariadenia je potrebné usilovať sa o to, aby proces v ňom prebiehajúci prebiehal v optimálnom variante. Optimalizačným problémom je vybrať takú možnosť, v ktorej hodnota charakterizujúca činnosť zariadenia (kritérium optimálnosti) mala optimálnu hodnotu. Ako kritérium optimality sa najčastejšie vyberajú výrobné náklady. V tomto prípade stojí konštruktér pred úlohou navrhnúť aparát s takými údajmi, ktoré zabezpečia minimálne výrobné náklady. Hlavnou fázou optimalizácie je výber optimalizačného kritéria a zostavenie matematického modelu zariadenia. Pomocou tohto modelu s pomocou elektronických počítačov nájdu najlepšie riešenie. leštenie brúsenie potravín 2. Mechanické procesy
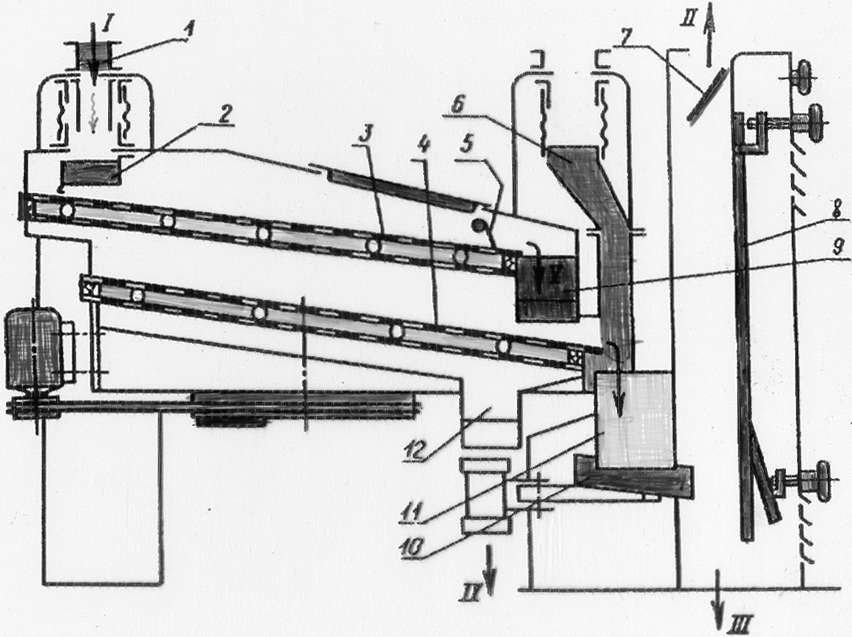
brúsenie Brúsenie a leštenie sa používa pri spracovaní prosa, ovsa a kukurice (brúsenie), ryže, hrachu, jačmeňa a pšenice (brúsenie a leštenie). Pri mletí sa z povrchu ošúpaného zrna odstráni obaly plodov a semien, čiastočne aleurónová vrstva a klíčky. Zlepšuje sa brúsenie vzhľad, skladovacie a kulinárske vlastnosti palaciniek. Mletím sa však znižuje biologická hodnota obilnín, pretože významná časť vitamínov, vysokokvalitných bielkovín, minerály nachádza sa v embryu, aleurónovej vrstve a vonkajších častiach múčneho jadra. Valcovací stroj SVU-2(obr.) je určený na lúpanie pohánky a prosa. Má jednu palubu. Zrno sa lúpe medzi brúsnym bubnom a stacionárnou brúsnou alebo gumenou doskou. Valcovací stroj SVU-2 Z prijímacej násypky 7 vstupuje zrno, rozložené po dĺžke rotujúceho bubna 4 a plošiny 5, pomocou podávacieho valca 2 a sklopného tlmiča 3 do pracovnej oblasti 6. Základom bubna je valec vyrobený z oceľového plechu so štvorcami 7 umiestnenými pozdĺž generátorov. Na reguláciu veľkosti a tvaru pracovnej plochy slúži mechanizmus pozostávajúci z deko držiaka 8 a pohyblivej časti 9 strmeňa, ktorá sa môže pohybovať po strmeňovi 12 pomocou matice 10 a skrutky 77. otáčaním skrutky pomocou volantu 14 môžete zmeniť veľkosť a tvar pracovnej plochy stroja. To je potrebné napríklad pri lúpaní pohánky, keď je potrebné dať pracovnej ploche tvar polmesiaca. V spodnej časti držiaka paluby sú na oboch stranách nainštalované čapy 18 spojené so skrutkovou tyčou 19. Otáčaním zotrvačníka 20 môžete zmeniť polohu plošiny a dať pracovnej ploche klinový tvar - optimálny na lúpanie proso. Lúpané produkty sa zo stroja odstraňujú potrubím 17. Stroj je poháňaný elektromotorom 15 cez klinový remeňový prevod 16. Na odstránenie plošiny sa strmeň 12 spolu s plošinou otáča pod príslušným uhlom okolo osi 13. Dostatočne vysoký technologický výkon sa dosahuje použitím pohánky na lúpanie pieskovcového bubna a paluby a na lúpanie prosa - brúsny bubon a elastická doska zo špeciálnych gumolátkových platní značky RTD. Na lúpanie pohánky je potrebné po 24…36 hodinách narezať pieskovcový bubon a rezonančnú dosku s drážkami hlbokými 1,0…1,2 mm so sklonom 4…5° k tvoriacej čiare. Počet drážok je 4…6 na 1 cm obvodu bubna v závislosti od veľkosti spracovávaných zŕn. Pri lúpaní prosa je potrebné každé 3-4 dni obnoviť drsný povrch brúsneho bubna a zbrúsiť pogumovanú palubu na kotúč. Pracovná plocha bubna pri spracovaní: pohánka - pieskovec, proso - brusivo. Pracovná plocha paluby pri spracovaní: pohánka - pieskovec, proso - guma. Tvar pracovnej plochy stroja pri lúpaní: pohánka - kosákovitý tvar, proso - klinovitý tvar. Lúpačka a brúska A1-ZSHN-Z(obr. 4) je určený na šúpanie raže a pšenice pri celozrnnom mletí a odrodovom mletí raže v mlynoch na múku, mletie a leštenie jačmeňa pri výrobe perličkového jačmeňa, lúpanie jačmeňa na kŕmnych mlynoch. Sitový valec 4 stroja je inštalovaný v skrini 5 pracovnej komory, hriadeľ 3 s brúsnymi kotúčmi 6 sa otáča v dvoch ložiskových podperách 8 a 12. V hornej časti je dutý a má šesť radov otvorov, osem otvorov v každom riadku. Lúpačka a brúska Al-ZSHN-Z Stroj má vstupné 7 a výstup 1 odbočky. Ten je vybavený zariadením na reguláciu doby spracovania produktu. Výtlačné potrubie je pripevnené k prírube odbočného potrubia inštalovaného v zóne prstencového kanála (na odvádzanie múky) telesa 2. Stroj je poháňaný od elektromotora 9 cez prevod klinovým remeňom 11. Teleso 5 pracovnej komory je pripevnený k telu 2, ktoré je zase inštalované na ráme 10. Zrno určené na spracovanie vstupuje cez sacie potrubie do priestoru medzi rotujúcimi brúsnymi kotúčmi a stacionárnym perforovaným valcom. Tu sa v dôsledku intenzívneho trenia, keď sa zrno pohybuje do výstupného potrubia, oddeľujú škrupiny, ktorých podstatná časť sa odoberá zo stroja cez otvory perforovaného valca a ďalej cez prstencovú komoru. Pomocou ventilového zariadenia umiestneného vo výstupnom potrubí sa reguluje nielen množstvo produktu vypúšťaného zo stroja, ale aj čas jeho spracovania, produktivita stroja a technologická efektívnosť procesu lúpania, mletia. a leštenie. Vzduch je nasávaný cez dutý hriadeľ a otvory v ňom, prechádza cez vrstvu spracovávaného produktu. Spolu s mušľami a ľahkými nečistotami sa cez sitový valec dostáva do prstencovej komory a ďalej do odsávacieho systému. Jednou z najčastejších porúch je zvýšená vibrácia stroja, ku ktorej dochádza v dôsledku opotrebovania brúsnych kotúčov. Veľké opotrebovanie kolies vedie aj k zníženiu náročnosti spracovania. Preto je potrebné stav kruhov starostlivo sledovať a včas vymeniť. Pri výmene perforovaného valca je potrebné uvoľniť iba jeden kryt z upevnenia, odstrániť ho a potom vybrať valec cez vytvorenú prstencovú štrbinu. Lúpacie a brúsne stroje Al-ZSHN-Z sa vyrábajú v štyroch verziách s brúsnymi kotúčmi pre rôzne zrnitosti (od 80 do 120). (obr. 5) je určený na mletie ryžových krúp. Brúska A1-BShM - 2.5 Mletí sa lúpaná ryža s obsahom nelúpaných zŕn najviac 2 %. Brúska sa skladá z dvoch brúsnych sekcií 15 a 19, namontovaných v skrini, a rámu 4. Každá brúsna sekcia má podávač 18, sacie potrubie 12, odklopný kryt 16, sitový bubon 9, brúsny bubon 8, vykladač a elektromotor 20. Stroj je zvonku uzavretý stenami 7 a 7. Pod mlecími sekciami 15 a 19 je násypka 2 na zber a odoberanie múky zo stroja. Pohon má bezpečnostný kryt 13 a dvierka 14 na údržbu. Brúsny bubon 8 je vyrobený z brúsnych kotúčov. Na strane vstupu produktu má závitovkový podávač 10 a na výstupnej strane obežné koleso 5. Vykladač 6 je liate sklo s otvorom, ktorý je zablokovaný nákladným ventilom. Záťaž sa pohybuje pozdĺž závitovej páky ventilu. Ryžové krúpy cez podávač vstupujú do mlecej časti a závitovkou sa privádzajú do pracovného priestoru, kde sa pri prechode medzi rotujúcimi mlecími a sitovými bubnami s obežnicami podrobujú mletiu. Súčasne sa múka prebúdza cez sito do bunkra 2 a je gravitačne odstránená zo stroja. Drvené zrná, ktoré prekonávajú silu nákladného ventilu, vstupujú do dýzy 3 a sú tiež odstránené zo stroja. Nastavenie mlynčeka je na výber optimálnej doby spracovania ryžových krúp. Na tento účel, ako je uvedené vyššie, sú vykladače vybavené nákladnými ventilmi, ktoré umožňujú zmenou polohy nákladu na pákach nastaviť silu vzdutia v pracovnej oblasti. Vizuálne cez poklop vykladacieho potrubia sledujte výstupný produkt, ako aj zaťaženie elektromotora podľa ampérmetra, vyberte požadovanú výstuž nákladného ventilu a polohu klapky spodného podávača. 3. Hydromechanické procesy
Základné vzorce filtrovania Vzhľadom na malú veľkosť otvorov vo vrstve sedimentu a filtračnej priečky, ako aj na nízku rýchlosť kvapalnej fázy v nich, možno predpokladať, že filtrácia prebieha v laminárnej oblasti. Za týchto podmienok je rýchlosť filtrácie v každom danom okamihu priamo úmerná tlakovému rozdielu a nepriamo úmerná viskozite fázovej kvapaliny a celkovému hydraulickému odporu vrstvy sedimentu a filtračnej priečky. Vzhľadom na skutočnosť, že vo všeobecnosti sa v procese filtrovania hodnoty tlakového rozdielu a hydraulického odporu vrstvy sedimentu v priebehu času menia, potom sa mení rýchlosť filtrácie w(m/s) vyjadrené v rozdielová forma a hlavná filtračná rovnica má tvar: kde V je objem filtrátu, m3; S- filtračná plocha, m2; t -
trvanie filtrácie, sek; DR -
tlakový rozdiel, N/m2; m -
viskozita kvapalnej fázy suspenzie, Nxs/m2; Roc - odolnosť vrstvy sedimentu, m-1; Rf.p. -
odpor steny filtra (možno ho považovať za približne konštantný). So zvyšujúcou sa hrúbkou vrstvy sedimentu sa hodnota Ros mení z nuly na začiatku filtrácie na maximálna hodnota na konci procesu. Na integráciu rovnice (1) je potrebné stanoviť vzťah medzi R®
a objem získaného filtrátu. Vzhľadom na úmernosť objemov sedimentu a filtrátu označujeme pomer objemu sedimentu Voc k objemu filtrátu V až x0. Potom objem sedimentu Vos = x0×v. Objem sedimentu však možno vyjadriť ako Voc = hoc × S, kde hoc je výška vrstvy sedimentu. teda: V×xo=hoc×S. Hrúbka rovnomernej vrstvy sedimentu na filtračnej priečke bude teda: a jeho odolnosť kde ro je odpor vrstvy sedimentu, m-2. Dosadením hodnoty Roc z výrazu (3) do rovnice (1) dostaneme: . (4) .
Literatúra
1. Dragilev A.I., Drozdov V.S. Technologické stroje a zariadenia na výrobu potravín. - M.: Kolos, 1999, - 376 s. Stabnikov V.N., Lysinský V.M., Popov V.D. Procesy a zariadenia výroby potravín. - M.: Agropromizdat, 1985. - 503 s. Stroje na šúpanie a mletie obilnín. #"ospravedlniť">. Procesy a zariadenia výroby potravín: poznámky z prednášok o priebehu FAPP časť 1. Ivanets V.N., Krokhalev A.A., Bakin I.A., Potapov A.N. Technologický inštitút Kemerovo Potravinársky priemysel. - Kemerovo, 2002. - 128 s.
Charakteristika produktov CJSC "Bashkir Broiler"
V rámci preberaného materiálu v nasledovných odboroch „Zariadenia zariadení spoločného stravovania“, „ Všeobecné zásady spracovanie a zavádzanie surovín...
. Analýza dodržiavania určitých požiadaviek pri výrobe potravín
Odoslanie dobrej práce do databázy znalostí je jednoduché. Použite nižšie uvedený formulár
Študenti, postgraduálni študenti, mladí vedci, ktorí pri štúdiu a práci využívajú vedomostnú základňu, vám budú veľmi vďační.
Hostené na http://www.allbest.ru/
1. Klasifikácia zariadení na výrobu potravín a požiadavky naň
Všetky technologické stroje a zariadenia možno klasifikovať podľa druhu procesov vyskytujúcich sa v surovinách, polotovaroch a hotových výrobkoch pri technologickom spracovaní. V tomto prípade je možné technologické stroje a zariadenia kombinovať do nasledujúcich skupín:
technologické stroje a prístroje na vykonávanie hydromechanických procesov (zariadenia na sedimentáciu, filtráciu, fluidizáciu, miešanie, umývanie, čistenie, rezanie, trenie);
technologické stroje a prístroje na vykonávanie procesov výmeny tepla a prenosu hmoty (zariadenia na tepelné spracovanie, extrakciu, sušenie a pečenie);
technologické stroje a prístroje na vykonávanie mechanických procesov (zariadenia na mletie, váženie, dávkovanie, lisovanie, preosievanie, triedenie, tvarovanie, balenie).
Požiadavky na zariadenia
Vhodne skonštruované zariadenie musí spĺňať prevádzkové, konštrukčné, estetické, ekonomické a bezpečnostné požiadavky.
Prevádzkové požiadavky
Súlad zariadenia s určeným účelom. Účelom zariadenia je vytvoriť podmienky, ktoré sú optimálne pre proces. Tieto podmienky sú dané typom procesu, stavom agregácie spracovávaných hmôt, ich chemickým zložením a fyzikálnymi vlastnosťami (viskozita, elasticita, plasticita atď.). Aparatúra musí dostať formu, ktorá zabezpečí potrebné technologické podmienky pre proces (tlak, pri ktorom proces prebieha; rýchlosť pohybu a stupeň turbulencie prúdu spracovávaných hmôt; vytvorenie potrebného fázového kontaktu mechanické, tepelné, elektrické a magnetické efekty). Uvažujme o elementárnom príklade. Je potrebné zahriať a zmiešať viskózny roztok obsahujúci suspendované častice tepelne nestabilnej látky (napríklad cukrový roztok obsahujúci kryštály cukru). Na tento účel možno použiť dve zariadenia. V zariadení znázornenom na obr. 1, usadzovanie pevných častíc na dne a v rohoch je nevyhnutné. Na týchto miestach dôjde k spáleniu a zničeniu produktu. V dôsledku toho forma tohto zariadenia nevytvára podmienky potrebné na to, aby proces pokračoval. Vo väčšej miere spĺňa zamýšľaný účel zariadenia znázorneného na obr. 2. Zariadenie má guľové dno spojené s valcovým telom a miešadlom kotvového typu. All ego bráni tvorbe sedimentu a jeho spálenie na stenách dna. Z uvedeného príkladu je zrejmé, že pre návrh aparatúry je potrebné poznať a brať do úvahy vlastnosti spracovávaného systému. Zanedbanie technologických požiadaviek vedie k znehodnoteniu produktu.
Vysoká intenzita zariadenia. Jednou z hlavných charakteristík prístroja je jeho produktivita – množstvo surovín spracovaných v prístroji za jednotku času, alebo množstvo hotového výrobku vydaného prístrojom za jednotku času. Pri výrobe kusových výrobkov sa produktivita vyjadruje počtom kusov výrobku za jednotku času. Pri vývoji hromadnej výroby sa produktivita vyjadruje v jednotkách hmotnosti alebo objemu za jednotku času. Intenzita prístroja je jeho výkon, vzťahujúci sa na akúkoľvek základnú jednotku, ktorá tento prístroj charakterizuje. Intenzita sušiarne je teda vyjadrená množstvom vody odstránenej z materiálu za 1 hodinu, vztiahnuté na 1 m 3 objemu sušiarne; intenzita prevádzky výparníkov - množstvo vody odparenej za 1 hodinu, vztiahnuté na 1 m 2 vykurovacej plochy.
Je zrejmé, že na dosiahnutie vysokej produktivity s malými celkovými rozmermi zariadenia je hlavnou úlohou výroby zintenzívnenie procesu. Spôsoby, akými sa to dosiahne, sú pre rôzne typy zariadení rôzne. Je však možné stanoviť niektoré všeobecné metódy na zvýšenie intenzity prevádzky zariadení, ktoré nezávisia od ich zariadenia.
Intenzifikácia sa dá dosiahnuť napríklad nahradením periodických procesov kontinuálnymi: v tomto prípade odpadá čas strávený pomocnými operáciami a je možná automatizácia riadenia. V niektorých prípadoch môže byť intenzita práce zariadenia zvýšená zvýšením rýchlosti pohybu jeho pracovných prvkov.
Odolnosť materiálu prístroja proti korózii. Materiál, z ktorého je prístroj vyrobený, musí byť stabilný, keď je vystavený spracovávanému médiu. Na druhej strane produkty interakcie medzi médiom a materiálom by nemali mať škodlivé vlastnosti, ak sa produkt používa na potraviny.
Nízka spotreba energie. Energetická náročnosť prístroja je charakterizovaná spotrebou energie na jednotku spracovaných surovín alebo vyrobených produktov. Ak sú ostatné veci rovnaké, zariadenie sa považuje za dokonalejšie, čím menej energie sa minie na jednotku surovín alebo výrobkov.
Prístupnosť pre kontrolu, čistenie a opravu. Pre správnu funkciu zariadenia je podrobované systematickým kontrolám, čisteniu a aktuálnym opravám. Konštrukcia zariadenia by mala poskytovať schopnosť vykonávať tieto operácie bez dlhých prestávok.
Spoľahlivosť. Spoľahlivosť prístroja a stroja je schopnosť vykonávať stanovené funkcie, udržiavať svoj výkon v rámci stanovených limitov po požadovanú dobu.
Spoľahlivosť zariadenia je určená jeho spoľahlivosťou, udržiavateľnosťou, trvanlivosťou. Spoľahlivosť a životnosť sú veľmi dôležité ukazovatele a určujú účelnosť zariadenia.
Bezpečnostné požiadavky. Ergonómia
V socialistických podnikoch sú na prístroje kladené bezpečnostné požiadavky a jednoduchosť údržby. Prístroj musí byť navrhnutý a vyrobený s primeranou mierou bezpečnosti, vybavený ochrannými zariadeniami pre pohyblivé časti, bezpečnostnými ventilmi, automatickými spínačmi a inými zariadeniami, aby sa zabránilo výbuchom a nehodám. Operácie pri nakladaní surovín a vykladaní hotových výrobkov musia byť pre obsluhujúci personál pohodlné a bezpečné. To je zabezpečené vhodnou konštrukciou poklopov a ventilov. Najbezpečnejšie sú hermeticky uzavreté kontinuálne stroje s plynulým tokom materiálov.
Pre uľahčenie údržby by sa malo zariadenie ovládať z jedného miesta, kde je nainštalovaný ovládací panel. Toto je obzvlášť jednoduché implementovať, ak je zorganizované diaľkové ovládanie a diaľkové ovládanie zariadenia. Najvyššou formou je úplná automatizácia riadenia a riadenia. Ovládanie prístroja by nemalo vyžadovať značné výdavky na fyzickú prácu.
Veľké nepohodlie pri údržbe a nebezpečenstvo pre pracovníkov spôsobuje použitie remeňového pohonu pre hnacie zariadenie. Z tohto hľadiska by mal byť preferovaný individuálny elektrický pohon.
V podmienkach technologickej revolúcie nadobudla veľký význam ergonómia, veda o prispôsobovaní pracovných podmienok človeku. Ergonómia uvažuje o praktických otázkach, ktoré vznikajú pri organizácii ľudskej práce na jednej strane a o mechanizme a prvkoch hmotného prostredia na strane druhej.
V moderných podmienkach, keď sa človek riadiaci proces zaoberá rýchlo plynúcimi intenzívnymi procesmi, je naliehavo potrebné prispôsobiť ich fyziologickým a psychickým schopnostiam človeka tak, aby sa vytvorili podmienky pre čo najefektívnejšiu prácu, ktorá nepredstavuje náročnosť. ohrozenie ľudského zdravia a vykonáva ho s menšou námahou. Požiadavky ergonómie pri konštrukcii prístrojov sú, aby bol pracovný proces obsluhy prístroja prispôsobený jeho fyzickým a duševným schopnostiam. To by malo zabezpečiť maximálnu efektivitu práce a eliminovať možné zdravotné riziká.
Ďalšia dôležitá požiadavka špecifická pre zariadenia na výrobu potravín vyplýva z účelu produktov potravinárskych podnikov. Pri výrobe potravín musia byť zabezpečené vysoké hygienické a hygienické podmienky, aby sa zabránilo možnosti infekcie výrobkov alebo kontaminácie produktmi vplyvu prostredia a materiálu, z ktorého je zariadenie postavené. To je zabezpečené tesnosťou zariadení, konštrukčnými formami, ktoré umožňujú dôkladné čistenie, automatizáciou, ktorá umožňuje vykonávať proces bez dotyku ľudských rúk, a výberom vhodného materiálu na konštrukciu zariadenia.
Štrukturálne a estetické požiadavky
Tieto a skupina zahŕňajú požiadavky týkajúce sa návrhu, prepravy a inštalácie zariadenia. Hlavné sú nasledovné: štandardizácia a zameniteľnosť častí zariadenia; najmenšia pracnosť pri montáži; jednoduchosť prepravy, demontáže a opravy; minimálna hmotnosť celého prístroja a jeho jednotlivých častí.
Zvážte požiadavky na hmotnosť zariadenia. Zníženie hmotnosti zariadenia znižuje jeho náklady. Dá sa to dosiahnuť odstránením nadmerných bezpečnostných rezerv, ako aj zmenou tvaru zariadenia. Pri navrhovaní valcových zariadení by sa teda, ak je to možné, mal zvoliť taký pomer výšky k priemeru, pri ktorom bude pomer plochy povrchu k objemu minimálny. Je známe, že povrch valcových nádob s plochým vekom je minimálny pri N/A = 2. S týmto pomerom je minimálna aj hmotnosť kovu vynaložená na konštrukciu valcového zariadenia. Spotrebu kovu je možné znížiť aj výmenou plochých uzáverov za vypuklé. V mnohých prípadoch vedie prechod od nitovaných k zváraným konštrukciám, racionalizácia zariadenia jednotlivých jednotiek, použitie vysokopevnostných kovov a plastových materiálov (textolit, vinylplast atď.) k výraznému zníženiu hmotnosti prístroja.
Pri návrhu zariadení je potrebné dbať aj na vyrobiteľnosť zariadení. Technologický (z hľadiska strojárstva) je taký dizajn, ktorý je možné vyrobiť s čo najmenším množstvom času a práce.
Aparatúra by mala mať tvar a farbu čo najpríjemnejšiu pre oči.
Ekonomické požiadavky
Koncept optimalizácie v dizajne. Ekonomické požiadavky na prístroje možno rozdeliť do dvoch kategórií: požiadavky na návrh a konštrukciu prístroja a požiadavky na stavaný stroj v prevádzke.
Z hľadiska týchto požiadaviek by náklady na projektovanie, stavbu a prevádzku stroja mali byť čo najnižšie.
Prístroje, ktoré spĺňajú prevádzkové a konštrukčné požiadavky, nevyhnutne spĺňajú aj ekonomické požiadavky. So zavedením novej technológie a modernejších zariadení sa môže stať, že modernejšie zariadenie vyjde drahšie. V tomto prípade však spravidla klesajú náklady na prevádzku zariadenia a zlepšuje sa kvalita produktu, a preto je zavedenie nového zariadenia vhodné. Ekonomické požiadavky sú podrobnejšie rozoberané v kurzoch o organizácii výroby a ekonomike priemyslu.
Pri navrhovaní zariadenia je potrebné usilovať sa o to, aby proces v ňom prebiehajúci prebiehal v optimálnom variante. Optimalizačným problémom je vybrať takú možnosť, v ktorej hodnota charakterizujúca činnosť zariadenia (kritérium optimálnosti) mala optimálnu hodnotu. Ako kritérium optimality sa najčastejšie vyberajú výrobné náklady. V tomto prípade stojí konštruktér pred úlohou navrhnúť aparát s takými údajmi, ktoré zabezpečia minimálne výrobné náklady.
Hlavnou fázou optimalizácie je výber optimalizačného kritéria a zostavenie matematického modelu zariadenia. Pomocou tohto modelu s pomocou elektronických počítačov nájdu najlepšie riešenie.
leštenie brúsenie potravín
2 . jachanické procesy
brúsenie
Brúsenie a leštenie sa používa pri spracovaní prosa, ovsa a kukurice (brúsenie), ryže, hrachu, jačmeňa a pšenice (brúsenie a leštenie).
Pri mletí sa z povrchu ošúpaného zrna odstráni obaly plodov a semien, čiastočne aleurónová vrstva a klíčky.
Mletím sa zlepšuje vzhľad, zachovanie kvality a kulinárske vlastnosti palaciniek. Mletím sa však znižuje biologická hodnota obilnín, pretože vlákninou a pentosanmi sa odstraňuje významná časť vitamínov, kompletných bielkovín a minerálov nachádzajúcich sa v klíčku, aleurónovej vrstve a vonkajších častiach múčneho jadra.
Zariadenia na mletie obilia a obilnín
Valcovací stroj SVU- 2 (obr.) je určený na lúpanie pohánky a prosa. Má jednu palubu. Zrno sa lúpe medzi brúsnym bubnom a stacionárnou brúsnou alebo gumenou doskou.
Valcovací stroj SVU-2
Z prijímacej násypky 7 vstupuje zrno, rozložené po dĺžke rotujúceho bubna 4 a plošiny 5, pomocou podávacieho valca 2 a sklopného tlmiča 3 do pracovnej oblasti 6. Základom bubna je valec vyrobený z oceľového plechu so štvorcami 7 umiestnenými pozdĺž generátorov. Na reguláciu veľkosti a tvaru pracovnej plochy slúži mechanizmus pozostávajúci z deko držiaka 8 a pohyblivej časti 9 strmeňa, ktorá sa môže pohybovať po strmeňovi 12 pomocou matice 10 a skrutky 77. otáčaním skrutky pomocou volantu 14 môžete zmeniť veľkosť a tvar pracovnej plochy stroja. To je potrebné napríklad pri lúpaní pohánky, keď je potrebné dať pracovnej ploche tvar polmesiaca.
V spodnej časti držiaka paluby sú na oboch stranách nainštalované čapy 18 spojené so skrutkovou tyčou 19. Otáčaním zotrvačníka 20 môžete zmeniť polohu plošiny a dať pracovnej ploche klinový tvar - optimálny na lúpanie proso. Lúpané produkty sa zo stroja odstraňujú potrubím 17. Stroj je poháňaný elektromotorom 15 cez klinový remeňový prevod 16. Na odstránenie plošiny sa strmeň 12 spolu s plošinou otáča pod príslušným uhlom okolo osi 13. Dostatočne vysoký technologický výkon sa dosahuje použitím pohánky na lúpanie pieskovcového bubna a paluby a na lúpanie prosa - brúsny bubon a elastická doska zo špeciálnych gumolátkových platní značky RTD.
Na lúpanie pohánky je potrebné po 24…36 hodinách narezať pieskovcový bubon a rezonančnú dosku s drážkami hlbokými 1,0…1,2 mm so sklonom 4…5° k tvoriacej čiare. Počet drážok je 4…6 na 1 cm obvodu bubna v závislosti od veľkosti spracovávaných zŕn. Pri lúpaní prosa je potrebné každé 3-4 dni obnoviť drsný povrch brúsneho bubna a zbrúsiť pogumovanú palubu na kotúč.
Pracovná plocha bubna pri spracovaní: pohánka - pieskovec, proso - brusivo. Pracovná plocha paluby pri spracovaní: pohánka - pieskovec, proso - guma. Tvar pracovnej plochy stroja pri lúpaní: pohánka - kosákovitý tvar, proso - klinovitý tvar.
Škrabka a mlynček A1- WSHN- W(obr. 4) je určený na šúpanie raže a pšenice pri celozrnnom mletí a odrodovom mletí raže v mlynoch na múku, mletie a leštenie jačmeňa pri výrobe perličkového jačmeňa, lúpanie jačmeňa na kŕmnych mlynoch. Sitový valec 4 stroja je inštalovaný v skrini 5 pracovnej komory, hriadeľ 3 s brúsnymi kotúčmi 6 sa otáča v dvoch ložiskových podperách 8 a 12. V hornej časti je dutý a má šesť radov otvorov, osem otvorov v každom riadku.
Lúpačka a brúska Al-ZSHN-Z
Stroj má vstupné 7 a výstup 1 odbočky. Ten je vybavený zariadením na reguláciu doby spracovania produktu. Výtlačné potrubie je pripevnené k prírube odbočného potrubia inštalovaného v zóne prstencového kanála (na odvádzanie múky) telesa 2. Stroj je poháňaný od elektromotora 9 cez prevod klinovým remeňom 11. Teleso 5 pracovnej komory je pripevnený k telu 2, ktoré je zase inštalované na ráme 10.
Zrno určené na spracovanie vstupuje cez sacie potrubie do priestoru medzi rotujúcimi brúsnymi kotúčmi a stacionárnym perforovaným valcom. Tu sa v dôsledku intenzívneho trenia, keď sa zrno pohybuje do výstupného potrubia, oddeľujú škrupiny, ktorých podstatná časť sa odoberá zo stroja cez otvory perforovaného valca a ďalej cez prstencovú komoru.
Pomocou ventilového zariadenia umiestneného vo výstupnom potrubí sa reguluje nielen množstvo produktu vypúšťaného zo stroja, ale aj čas jeho spracovania, produktivita stroja a technologická efektívnosť procesu lúpania, mletia. a leštenie. Vzduch je nasávaný cez dutý hriadeľ a otvory v ňom, prechádza cez vrstvu spracovávaného produktu. Spolu s mušľami a ľahkými nečistotami sa cez sitový valec dostáva do prstencovej komory a ďalej do odsávacieho systému.
Jednou z najčastejších porúch je zvýšená vibrácia stroja, ku ktorej dochádza v dôsledku opotrebovania brúsnych kotúčov. Veľké opotrebovanie kolies vedie aj k zníženiu náročnosti spracovania. Preto je potrebné stav kruhov starostlivo sledovať a včas vymeniť. Pri výmene perforovaného valca je potrebné uvoľniť iba jeden kryt z upevnenia, odstrániť ho a potom vybrať valec cez vytvorenú prstencovú štrbinu.
Lúpacie a brúsne stroje Al-ZSHN-Z sa vyrábajú v štyroch verziách s brúsnymi kotúčmi pre rôzne zrnitosti (od 80 do 120).
Brúska A1- BCMM - 2,5 (obr. 5) je určený na mletie ryžových krúp.
Brúska A1-BShM - 2.5
Mletí sa lúpaná ryža s obsahom nelúpaných zŕn najviac 2 %. Brúska sa skladá z dvoch brúsnych sekcií 15 a 19, namontovaných v skrini, a rámu 4. Každá brúsna sekcia má podávač 18, sacie potrubie 12, odklopný kryt 16, sitový bubon 9, brúsny bubon 8, vykladač a elektromotor 20.
Stroj je zvonku uzavretý stenami 7 a 7. Pod mlecími sekciami 15 a 19 je násypka 2 na zber a odoberanie múky zo stroja. Pohon má bezpečnostný kryt 13 a dvierka 14 na údržbu.
Podávač 18 má dva uzávery, z ktorých jeden otvára alebo zatvára prístup produktu k stroju, druhý 11 slúži na reguláciu množstva produktu privádzaného do stroja. Sitový bubon 9 pozostáva z dvoch polvalcov. Sito je pripevnené k rámu každého valca pomocou dvoch radov krúžkov a skrutiek. Oba polvalce k sebe ťahajú štyri pásky.
Brúsny bubon 8 je vyrobený z brúsnych kotúčov. Na strane vstupu produktu má závitovkový podávač 10 a na výstupnej strane obežné koleso 5. Vykladač 6 je liate sklo s otvorom, ktorý je zablokovaný nákladným ventilom. Záťaž sa pohybuje pozdĺž závitovej páky ventilu.
Ryžové krúpy cez podávač vstupujú do mlecej časti a závitovkou sa privádzajú do pracovného priestoru, kde sa pri prechode medzi rotujúcimi mlecími a sitovými bubnami s obežnicami podrobujú mletiu. Súčasne sa múka prebúdza cez sito do bunkra 2 a je gravitačne odstránená zo stroja. Drvené zrná, ktoré prekonávajú silu nákladného ventilu, vstupujú do dýzy 3 a sú tiež odstránené zo stroja.
Nastavenie mlynčeka je na výber optimálnej doby spracovania ryžových krúp. Na tento účel, ako je uvedené vyššie, sú vykladače vybavené nákladnými ventilmi, ktoré umožňujú zmenou polohy nákladu na pákach nastaviť silu vzdutia v pracovnej oblasti. Vizuálne cez poklop vykladacieho potrubia sledujte výstupný produkt, ako aj zaťaženie elektromotora podľa ampérmetra, vyberte požadovanú výstuž nákladného ventilu a polohu klapky spodného podávača.
3. Hydromechanické procesy
Základné vzorce filtrovania
Vzhľadom na malú veľkosť otvorov vo vrstve sedimentu a filtračnej priečky, ako aj na nízku rýchlosť kvapalnej fázy v nich, možno predpokladať, že filtrácia prebieha v laminárnej oblasti. Za týchto podmienok je rýchlosť filtrácie v každom danom okamihu priamo úmerná tlakovému rozdielu a nepriamo úmerná viskozite fázovej kvapaliny a celkovému hydraulickému odporu vrstvy sedimentu a filtračnej priečky. Vzhľadom na skutočnosť, že vo všeobecnosti sa v procese filtrovania hodnoty tlakového rozdielu a hydraulického odporu vrstvy sedimentu v priebehu času menia, potom sa mení rýchlosť filtrácie w (m/s) je vyjadrená v diferenciálnej forme a základná rovnica filtrácie je:
kde V je objem filtrátu, m3; S- filtračná plocha, m 2 ; - trvanie filtrácie, sek; - tlakový rozdiel, N/m 2 ; - viskozita kvapalnej fázy suspenzie, Nsec/m2; R oc - odpor vrstvy sedimentu, m -1 ; R f.p. - odpor filtračnej priečky (možno ho považovať za približne konštantný).
Hodnota R OS, keď sa hrúbka vrstvy sedimentu zvyšuje, mení sa z nuly na začiatku filtrácie na maximálnu hodnotu na konci procesu. Na integráciu rovnice (1) je potrebné stanoviť vzťah medzi R os a objem získaného filtrátu. Vzhľadom na úmernosť objemov sedimentu a filtrátu označujeme pomer objemu sedimentu V os k objemu filtrátu V až x 0. Potom objem sedimentu V os \u003d x 0 v. Objem sedimentu však možno vyjadriť ako V os = h oc S, kde h oc je výška vrstvy sedimentu. teda:
Hrúbka rovnomernej vrstvy sedimentu na filtračnej priečke bude teda:
a jeho odolnosť
kde r o je odpor vrstvy sedimentu, m -2.
Dosadením hodnoty R oc z výrazu (3) do rovnice (1) dostaneme:
. (4) .
Literatúra
1. Dragilev A.I., Drozdov V.S. Technologické stroje a zariadenia na výrobu potravín. - M.: Kolos, 1999, - 376 s.
2. Stabnikov V.N., Lysinský V.M., Popov V.D. Procesy a zariadenia výroby potravín. - M.: Agropromizdat, 1985. - 503 s.
3. Merchandising potravinárskych výrobkov / R.Z. Grigoriev. Technologický inštitút potravinárskeho priemyslu Kemerovo. - Kemerovo, 2004. - 116 s.
4. Stroje na šúpanie a mletie obilnín. http://www.znaytovar.ru/s/Mashiny_dlya_shelusheniya_i_shlifova.html
5. Procesy a zariadenia výroby potravín: poznámky z prednášok o priebehu PAPP Časť 1. Ivanets V.N., Krokhalev A.A., Bakin I.A., Potapov A.N. Technologický inštitút potravinárskeho priemyslu Kemerovo. - Kemerovo, 2002. - 128 s.
Hostené na Allbest.ru
Podobné dokumenty
Štúdium sortimentu pohánky. Všeobecná klasifikácia procesov a zariadení pre potravinársky a chemický priemysel. Technológia výroby a výroby pohánky. Charakteristika zariadenia na príklade komplexnej predajne na spracovanie pohánky.
ročníková práca, pridaná 17.11.2014
Zavedenie automatizačných nástrojov, ktoré prispievajú k zvýšeniu jednotnej kapacity jednotiek a výrobnej kapacity podnikov. Klasifikácia výroby potravín z rôznych dôvodov. Základné vlastnosti rôzne druhy surovina, jej nutričná hodnota.
test, pridané 02.04.2016
Štúdium zákonov vedy o procesoch výroby potravín. Úvaha o mechanických, hydromechanických a prenosových procesoch hmoty na príklade prevádzky zariadenia na spracovanie obilia, miešačky tekutých produktov a sušenie v sušičkách. Riešenie hlavných problémov.
test, pridané 07.05.2014
Štúdia uskutočniteľnosti koncentrácie paradajkového pretlaku v jednoplášťových a dvojplášťových výparníkoch. Výpočet výrobných receptúr a zariadení na pečenie konzervovaného ražno-pšeničného chleba. Vývojový diagram výroby.
test, pridané 26.04.2007
Technológie výroby potravín a vývoj systémov automatizácie chemických procesov. Matematický model materiálov a zariadení používaných na miešanie. Popis funkčnej schémy na riadenie množstva komponentov dodávaných do mixéra.
ročníková práca, pridaná 7.12.2010
Technológia výroby potravín, sortimentné zloženie karamelových výrobkov, posudzovanie ich kvality, požiadavky na podmienky balenia a skladovania, neprípustné vady. Štúdia uskutočniteľnosti koncentrácie paradajkového pretlaku v jednoplášťovom odparovači.
test, pridaný 24.11.2010
Hydraulický odpor voči pohybu rôznych prúdov plynu a kvapalín v potrubiach. Trysková disperzia plynnej fázy mletia vo vibračnej sušiarni. Výpočet pevnosti tlakových nádob na výrobu potravín. Prúdové vstrekovacie zariadenie s plášťom a rúrkou.
kontrolné práce, doplnené 23.08.2013
Princípy a vzory technická prevádzka vybavenie podniku motorovej dopravy, určenie jeho potreby. Mechanizácia výrobné procesy. Klasifikácia technologických zariadení a požiadavky na ne.
práca, pridané 28.12.2010
Role vláknina v ľudskej strave. Charakteristika technologickej schémy a zariadenia potrebného na výrobu bieleho plechového chleba z pšeničnej celozrnnej múky s prídavkom diétnej vlákniny, a to odpad z výroby repného cukru.
ročníková práca, pridaná 26.11.2014
Koncept, podstata a vybavenie moderných supermarketov. všeobecné charakteristiky, účel, klasifikácia, technologických požiadaviek, návrh a prevádzkový poriadok najpoužívanejších typov vykurovacích a chladiacich zariadení v supermarketoch.
n1.doc
FEDERÁLNA AGENTÚRA PRE VZDELÁVANIE
Severokaukazský banský a hutnícky inštitút
(štátna technologická univerzita)
_________________________________________
Katedra technologických strojov a zariadení
« Technologické vybavenie produkcia jedla"
Prednáškový kurz
Časť - 8. semester
Časť  - 9 semestrov
- 9 semestrov
Zostavil d.t.s.
profesor A.S. Vyskrebenets
Vladikavkaz 2009
stránku
Úvod 3
1,0. Úvod 31.1 Základné pojmy a definície kurzu 3
1.2 Hlavné parametre charakterizujúce činnosť stroja 3
1.3. Inžinierske materiály 5
2.0. Klasifikácia technologických zariadení potravinárskych podnikov 6
3.0. Technologické zariadenia na výrobu sladu a piva 8
3.1. Technologická schéma výroby piva 9
4.0. Odlučovač vzduchu RZ - BAB 11
5.0. Separátor A1 BIS-12 13
6.0. Zariadenie na umývanie a namáčanie obilia 14
7,0. Sladovnícke stroje 16
8.0. Sušenie sladu 18
9,0. Technologické zariadenie na výrobu piva 19
9.1. Sporák 199.2. Výpočet výkonu pohonu 20
10,0. Filtračné zariadenie VFCh 21
11.0. Chmeľový volič B 7 – ВХА 23
12.0. Zariadenie na kvasenie piva 24
13.0. Výroba alkoholu a jeho validácia 25
13.1. Prístroj s kontinuálnym sacharifikáciou a vákuovým chladením 27
14.0. Filtre 28
15.0. Zariadenie na výrobu kvasovej mladiny 31
16.0. Oddeľovače 34
17.0. Zariadenie na získavanie cukrového sirupu a farbiva 43
17.1. Destilačný prístroj na výrobu aromatických destilátov 45
18.0. Automatický saturátor 47
19.0. Kontrolné stroje 50
20.0. Umývačka fliaš 52
21.0. Uchopovače 58
22.0. Plniace stroje 60
23.0. Stroje na uzatváranie uzáverov 68
24.0. Etiketovací stroj 71
25.0. Homogenizátor 79
26.0. Zásobník mlieka 83
27.0. Pekársky priemysel 84
28.0. Stroj na pečivo Choux 84
29.0. Autometer 85
30,0. Prístroj na tavenie tuku 87
31,0. Miešač cesta 88
32,0. Rozdeľovač cesta 92
33,0. Skrutkový lis na cestoviny 94
34,0. Cukrársky priemysel 102
34.1. Stroj na výrobu sirupu 102
35,0. Výrobca fondánu 104
36,0. Plniaci vákuový stroj 105
37,0. Stroj na valcovanie cukroviniek 108
8 semestra
Prednáška 1
Úvod
V našej krajine sa vytvoril veľký chladiarenský priemysel. Kapacita chladničiek dosahuje 6,5 milióna ton.V poľnohospodárstve a obchode sa používa viac ako 3 tisíc chladničiek.
Na uchovanie produktov poľnohospodárskeho a potravinárskeho priemyslu je potrebné uviesť do prevádzky nové chladničky vybavené moderným chladiacim zariadením, čo si zase vyžiada veľký počet špecialistov na obsluhu chladiacich kompresorových strojov a zariadení.
Chladiaca technika dosiahla modernú úroveň, prešla dlhou cestou vývoja. V polovici 19. storočia vytvoril U. Kulen prvý laboratórny prístroj na získavanie umelého chladu, ale až v druhej polovici 19. storočia strojové chladenie dostalo priemyselný základ a začalo sa využívať pri príprave a preprave rýchlo sa kaziacich Produkty. Prvé chladiarenské zariadenie na zmrazovanie mäsa bolo postavené v Sydney (Austrália) v roku 1861. V roku 1876 bolo mäso po prvýkrát prepravované na chladiarenskej lodi s umelým mechanickým chladením. Prvé stacionárne chladničky boli postavené v Bostone a Londýne v roku 1881. V Rusku sa prvýkrát začala používať v roku 1888 v rybárskych revíroch v Astrachane a v tom istom roku začala na Volge premávať chladiarenský čln so vzduchovým chladiacim strojom, ktorý označil tzv. začiatok rozvoja domácej chladenej vodnej dopravy. V roku 1889 boli postavené chladiace jednotky v pivovaroch a továrňach na cukrovinky a v roku 1895 bola v Belgorode postavená prvá prefabrikovaná chladnička na vajcia a hydinu s kapacitou 250 ton.
Pred revolúciou sa chladiarenský priemysel v Rusku rozvíjal extrémne pomaly, navyše počas občianskej vojny bola tretina skôr postavených podnikov mimo prevádzky, ostatné boli v dezolátnom stave. V roku 1925 bola dokončená obnova a rekonštrukcia starých podnikov a plánovala sa výstavba nových chladničiek. Do začiatku roku 1941 vzrástla chladiaca kapacita oproti predrevolučnej 6,5-krát. Veľké škody na chladiarenskom sektore boli spôsobené počas druhej svetovej vojny. Zničených bolo 95 tisíc ton chladiarenskej kapacity, ktorej obnova bola v podstate ukončená do roku 1947. V povojnových rokoch sa začali podniky obchodu a verejného stravovania intenzívne vybavovať malými chladničkami (skrinky, pulty, vitríny). Z roka na rok sa produkcia chladničiek pre domácnosť zvyšuje. V rokoch 1950-1960. ľadové vozne nahrádzajú chladiarenské vlaky a strojovo chladené úseky a vytvára sa chladiarenská rybárska flotila.
1,0. Úvod
Cieľ kurzu
Kurz technologického vybavenia umožňuje štúdium moderných foriem organizácie výroby. Štúdia návrhu, technologických parametrov a výpočtu strojného zariadenia. Klasifikácia mechanických zariadení podľa funkčných a priemyselných charakteristík. Štúdium inžinierskych problémov výroby potravín a strojno-hardvérových možností ich riešenia. Zariadenia na prípravu surovín pre polotovary a základné výrobné operácie. Štúdium technologických zariadení na spracovanie surovín a polotovarov, technologických zariadení na váženie, dávkovanie, balenie a balenie hotových výrobkov, technologických zariadení na prenos tepla a hmoty:
Technologické vybavenie podnikov fermentačného priemyslu;
Vybavenie móla tovární, chladiarní, pekární a mäsokombinátov;
Technologické zariadenia na výrobu sladu;
Technologické zariadenia na výrobu piva;
Technologické zariadenia na výrobu alkoholu;
Technologické zariadenia na výrobu alkoholických nápojov;
Technologické zariadenia na výrobu pekárskeho droždia;
Technologické zariadenie na výrobu chlebového kvasu;
Technologické zariadenia na výrobu sýtených nealkoholických nápojov;
Technologické zariadenia na výrobu kvapalného oxidu uhličitého;
Technologické zariadenia na prípravu jedál, balenie a dizajn hotových výrobkov.
1.1. Základné pojmy a definície kurzov
Stroj je umelé spojenie častí a zostáv, ktoré sa pohybujú po vopred určených trajektóriách a sú nasmerované na vykonávanie práce alebo premenu jedného druhu energie na iný.
Práca je schopnosť prekonať sily škodlivého odporu. Každý stroj má päť síl:
Hnacia sila;
pevnosť hmotnosti;
Zotrvačná sila;
Sily škodlivého odporu;
Sily užitočného odporu;
Sila je mierou interakcie dvoch telies.
Newton je sila, ktorá pôsobí na teleso s hmotnosťou 1 kg a udeľuje zrýchlenie 1 m/s.
Hmotnosť je mierou zotrvačnosti telesa.
1.2 Hlavné parametre charakterizujúce činnosť stroja
Výkon
Moc
Produktivita - množstvo produktu za jednotku času. Rozlišujte váhový výkon a objem, prechod z váhy do objemu a naopak sa robí cez objemovú (objemovú) hmotnosť = kg/cm.
Výkon - práca vykonaná za jednotku času / W /.
Účinnosť - pomer užitočnej sily alebo práce k vynaloženej účinnosti
Každý stroj obsahuje tri konštrukčné prvky:
D - motor, vyznačujúci sa tým:
N - výkon;
g je súradnica výstupného spoja, jeho prvá derivácia je rýchlosť V.
C - mechanický systém, ktorý premieňa jednoduchý pohyb motora na zložitý pohyb pracovných telies.
R P - pracovný postup.
Krútiaci moment (moment) - súčin sily na rameno /Nm/.
M = N/n
Brzda na mechanickom systéme je inštalovaná na hriadeli, na ktorom je krútiaci moment menší.Základy výpočtu mechanickej pevnosti častí strojov
Základné vzorce:
= P/F; (Pa) (1)
= M/W; /Pa/ (2)
[]= P/F = M/W  d res (3)
d res (3)
Prvý vzorec sa používa, ak je časť v ťahu, tlaku.
F - sila; P - plocha prierezu.
Druhý vzorec sa použije, ak dielec pracuje v krútení, ohýbaní.
M - moment;
W je moment odporu.
b - pevnosť v ťahu
[] = b / n (4)
bezpečnostný faktor; správnosť jeho výberu a výpočtu je umením strojného inžiniera.
Pre liatinové diely vo vzorci (4) nastavíme medzu klzu pre oceľové diely, pevnosť v ťahu.
1.3. Inžinierske materiály
Oceľ je tavenina železa a uhlíka s obsahom uhlíka do 2 %.
Ocele sa klasifikujú podľa dvoch kritérií:
1. Podľa chemické zloženie sa rozdelili na:
uhlíkaté
legované
2. Podľa spôsobu tavenia ocele existujú:
Získané v elektrických peciach, označenie (E)
Získané v otvorených peciach, označenie (M)
Získané v peciach Bessimer
3. Z hľadiska kvality je kvalita určená prítomnosťou škodlivých nečistôt fluóru a síry, v závislosti od ich množstva sú ocele:
Uhlíkové ocele bežnej kvality; sú dodávané v troch skupinách A, B, C;
A - skupina zaručujúca mechanické vlastnosti,
B - skupina garantujúca chemické zloženie,
B - skupina zaručujúca mechanické vlastnosti a chemické zloženie.
(v označení ocele je na obrázku sériové číslo, s jeho nárastom sa zvyšuje obsah uhlíka)
Vysokokvalitné uhlíkové ocele, obrázok ukazuje obsah uhlíka v stotinách percenta, ak je oceľ legovaná, kvalitná, potom: písmená a čísla ukazujú percento legujúcich prvkov.
4. Podľa stupňa dezoxidácie. Deoxidácia je proces odstraňovania kyslíka z roztavenej ocele.
Var / kp /
Polopokojný / ps /
Pokojný / cn /
5. Podľa dohody
Ocele špeciálnej kvality
Konštrukčné ocele
Inžinierske ocele
Nástrojové ocele atď.
Prednáška 2
2.0. Technologická klasifikácia
zariadenia pre potravinárske podniky
Kvalitu vyrábaných výrobkov do značnej miery určuje použité technologické zariadenie, jeho usporiadanie, výrobné podmienky, princípy a spôsoby výroby.
Každý typ technologického zariadenia zahŕňa:
Zariadenie na výživu
Výkonný mechanizmus s pracovnými orgánmi
Pohonný mechanizmus
Ovládacie a regulačné zariadenie
Zariadenie je klasifikované podľa nasledujúcich kritérií:
Podľa povahy vplyvu na produkt, zdrojový materiál
Podľa štruktúry pracovného cyklu
Podľa stupňa mechanizácie
Podľa princípu kombinácie vo výrobnom toku
Na funkčnom základe
Technologické stroje a zariadenia sú podľa charakteru vplyvu na spracovávaný výrobok:
Obrábacie stroje
Stroje na fyzikálno-chemické, biochemické a tepelné spracovanie
Komplexy strojov, ktoré zahŕňajú niekoľko druhov spracovania
Podľa štruktúry pracovného cyklu sú stroje rozdelené do dvoch skupín:
periodické pôsobenie
nepretržité pôsobenie
Podľa stupňa mechanizácie:
automaty
poloautomatický
Nie automaty
Podľa princípu kombinácie vo výrobnom toku:
Samostatné stroje a stroje
Jednotky a komplexy
Kombinované typy zariadení
Podľa funkčných vlastností sa technologické vybavenie podnikov fermentačného priemyslu delí na:
1. Zariadenie na prípravu surovín, spracovanie.
1.1 Zariadenie na umývanie a namáčanie.
1.2 Zariadenie na čistenie a triedenie.
1.3 Zariadenie na skladovanie a prepravu.
2. Zariadenie na mechanické spracovanie separáciou.
2.1 Zariadenie na drvenie, mletie.
2.2 Zariadenie na izoláciu kvapalných heterogénnych suspenzií, koloidných roztokov.
2.3 Zariadenie na oddeľovanie kvapalných frakcií.
3. Zariadenia na mechanické spracovanie spojov.
3.1 Zariadenie na miešanie tekutých, sypkých, pastovitých produktov (lisovacie zariadenie).
4. Zariadenia na vykonávanie procesov prenosu tepla a hmoty.
4.1 Zariadenia pre tepelné procesy.
4.2 Zariadenie na uskutočňovanie procesov prenosu hmoty.
4.3 Zariadenie na sušenie a odvodňovanie.
4.4 Zariadenie na varenie a varenie.
4.5 Chladiace a mraziace zariadenia.
5. Zariadenia na mikrobiologické procesy.
5.1 Zariadenie na výrobu sladu.
5.2 Zariadenia na biomasu.
5.3 Zariadenie na získavanie druhotných produktov.
6. Zariadenie na dokončovacie operácie.
6.1 Vybavenie pre sanitácia kontajnerov.
6.2 Dávkovacie a baliace zariadenia.
6.3 Kontrola a označovanie.
6.4 Stroje na vyberanie nádob a ich ukladanie do krabíc.
L e c a ja 3
3.0. Technologické zariadenia na výrobu sladu a piva
Príprava sladu je komplexný súbor postupov, ktorý zahŕňa:
čistenie
triedenie
Namočte
Rastúce
Spracovanie čerstvo naklíčeného sladu
Technologická schéma výroby sladu
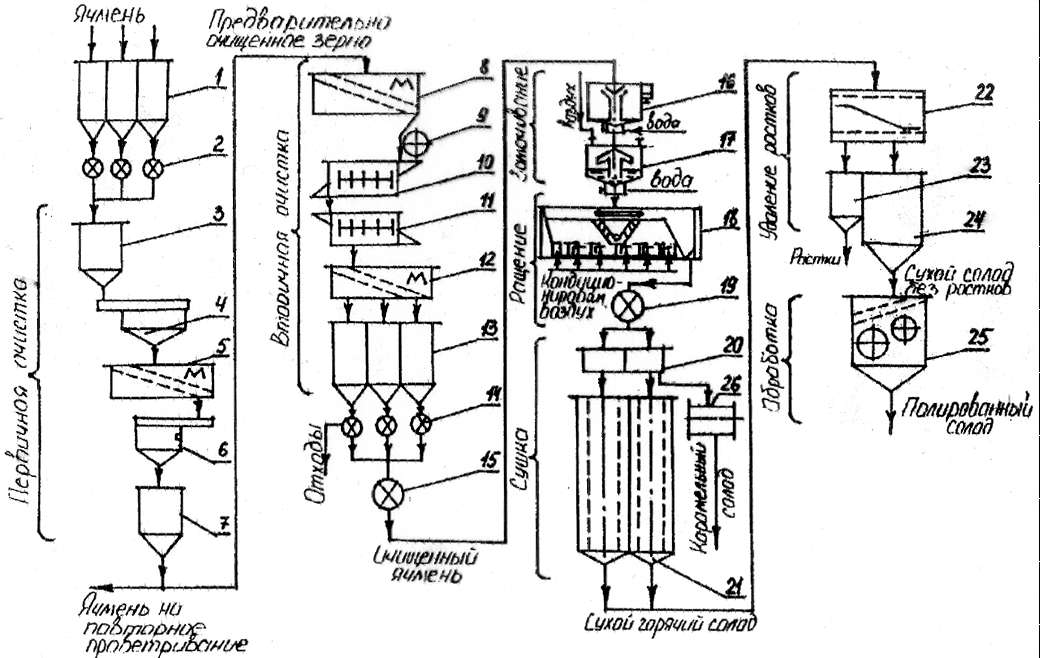
Ryža. jeden
V súlade s typickou technologickou schémou jačmeň ako surovina vstupuje do násypky 1, rozdeľovače prúdu 2 smerujú jačmeň do násypky 3, potom sa materiál privádza do váhy 4, z ktorej sa jačmeň privádza na primárne čistenie do vzduchového sitového separátora 5. , vyčistený materiál sa odváži na váhe 6 a privedie do sila 7, na prevzdušnenie sa jačmeň vloží do násypky 1, následne sa jačmeň privedie na sekundárne čistenie vo vzduchovom sitovom separátore 8, oddelenie feromagnetických nečistôt prebieha vo feromagnetickom separátore 9, po magnetickom čistení sa ovos a srdcovka vyberú v triérach 10-11, potom vo vzduchovom sitovom separátore 12 sa zrno rozdelí do tried (tried), zrno sa oddelí podľa veľkosti 1. a 2. trieda jačmeňa sa vkladá do násypiek 13, odpad sa posiela na prípravu krmiva pre hospodárske zvieratá, rozdeľovač toku 14 a podávač 15 dodávajú ošúpaný jačmeň na namáčanie, predpraný jačmeň od nečistôt a ošetrený dezinfekčným prostriedkom. mat rialy v kľúčovej vani 16, do ktorej sa privádza vzduch a voda, v dôsledku čoho špina a drobné čiastočky vznášajú a sú odstraňované spolu s vodou, potom sa roztok prečerpá do kľúčovej vane 17, v ktorej by mala vlhkosť zrna dosiahnuť 41-42%, potom sa roztok prečerpá do sladovne 18 (čerstvý slad pripomína vôňu uhoriek a naklíčenú vôňu čerstvých jabĺk), klíčenie prebehne do 6-8 dní, pričom zrno je fúkané vzduchom a vlhkosť sa udržuje na 96-98% pri teplote 12 C, v prípade potreby sa zrno zavlažuje vodou o teplote 12 C, teplota zrna by mala byť od 14 do 18 C, potom sa naklíčené zrno prikrmuje o. podávač 19 do sušiaceho zariadenia 20, potom sa zrno podrobuje procesu sušenia pri teplote 85 C vo vertikálnej sušiarni 21 počas 24-36 hodín, suchý slad sa privádza do lámača 22 klíčkov, potom klíčky prichádzajú do násypky 23. a suchý slad do násypky 24, po ktorej sa slad dostáva do leštiaceho stroja 25 a do skladu hotových výrobkov, pražiaceho bubna 26 sk na prípravu surovín na výrobu karamelu.
Prednáška 4
3.1. Technologická schéma výroby piva
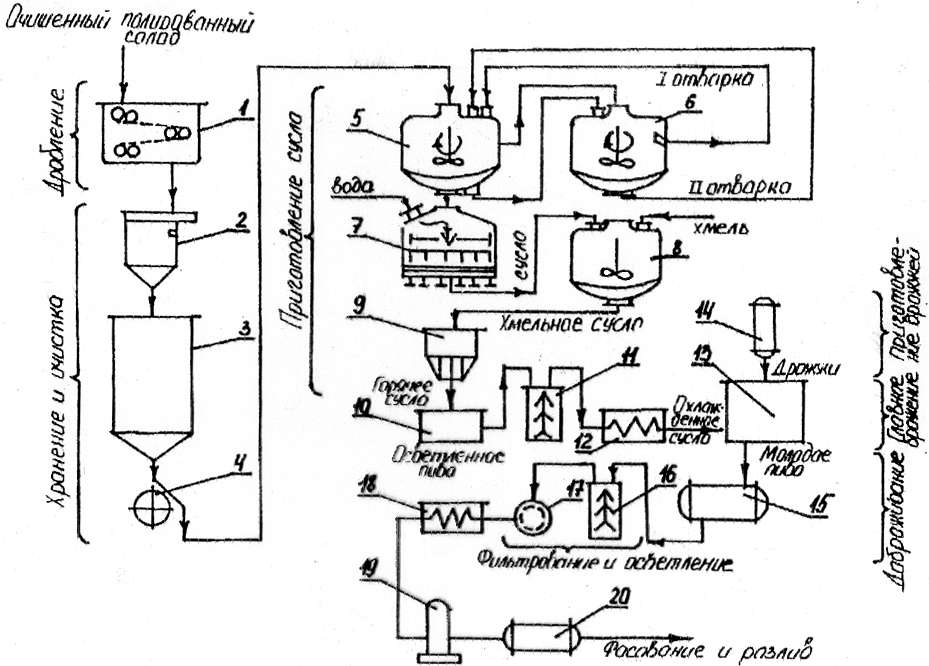
Ryža. 2
Pivo je šumivý osviežujúci nápoj, s jemne chmeľovou vôňou, bohatý na oxid uhličitý.
Prečistený slad sa drví vo valcovom drviči 1. (Charakteristickým konštrukčným znakom mlyna je skutočnosť, že pracovné telesá sú v kontakte, v drviči sa pracovné telesá nedotýkajú. Vo valcovom drviči, ak sú valce oddelené, dochádza k majú medzeru, stroj funguje ako drvič, ak sa valce spoja, potom zohráva úlohu drvič Účelom drvenia mletím je získanie homogénnych obilnín pri zachovaní šupky.) Rozdrvený materiál sa privádza na váženie na váhu. 2 a do násypky 3, potom do magnetického separátora 4, následne sa vyčistený rozdrvený slad privádza do rmutovacieho prístroja 5 (valcový zásobník), v rmutovom prístroji prebieha miešanie drvenej hmoty s vodou pri teplote 60 °C, následne 40 % hmoty sa prečerpá do prvého odvaru v rmutovacej aparatúre 6, tam sa hmota najskôr zahreje na teplotu 70 °C, to je teplota scukornatenia, potom sa hmota privedie do varu, keď sa varí, veľké častice sa varia, uvoľňuje sa bielkovinová hmota, po čom sa roztok čerpá v rmutovacej aparatúre 5, keď sa roztoky zmiešajú, teplota sa rovná 70 ° C; rmut sa ponechá na cukornatenie, po ktorom sa časť roztoku vráti do druhého odvaru v zariadení 6, pričom teplota je 80 ° C. °C; 8, kde sa pridá chmeľ, sladina sa privedie do varu, po uvarení sa mladina pošle do separátora chmeľu 9, kde sa zadržia lupienky chmeľu a roztok sa prečerpá do zberača horúcej mladiny 10, mladina sa potom privádza do odstredivého kotúčového separátora 11, v ktorom sa zo separátora 11 odstraňujú suspendované proteínové častice, mladina vstupuje na chladenie do výmenníka tepla 12, kde sa ochladí na teplotu 6 °C, vychladená mladina sa naleje do fermentačnej nádrže 13, kde sa pridávajú kvasinky z nádrže 14, prvé kvasenie prebieha pri teplote asi 10 ° C počas 6-8 dní, potom sa mladé pivo čistí od kvasiniek a posiela sa do nádrže 15 definitívne žije 11-90 dní, potom sa pod tlakom oxidu uhličitého z tanku 15 pivo privádza do separátora 16 a do filtra 17, kde sa zbaví kvasiniek, mikroorganizmov a iných malých častíc, sa privádza filtrované pivo do výmenníka tepla 18, v prípade potreby sa nasýti oxidom uhličitým v karbonizátore 19 prechádza do nádrže 20 a privádza sa do plniaceho oddelenia.
Prednáška 5
4.0. Odlučovač vzduchu RZ - BAB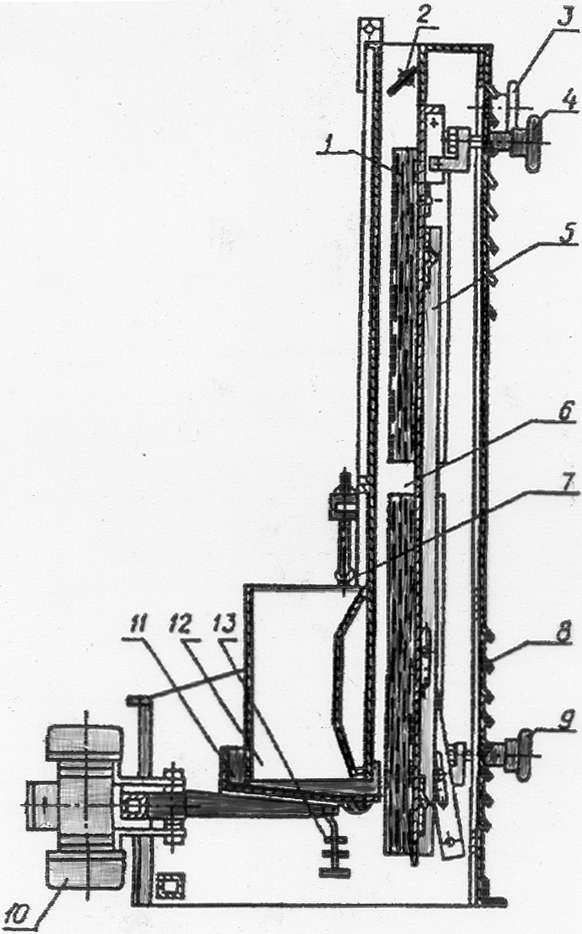
Ryža. 3
Vzduchový separátor je určený na čistenie obilnín od nečistôt podľa rozdielu špecifickej hmotnosti.
Separátor pozostáva z prijímacej komory pravouhlého prierezu zo zváraných oceľových plechov na bočných stenách separátora, v tvare hriadeľa, s priehľadnými okienkami, vizuálna kontrola procesu separácie sa vykonáva cez okná, predná stena je hladká zadná stena vybavené uzávermi 8, cez ktoré vzduch vstupuje do pneumatického oddeľovacieho kanála 6, tento kanál je získaný vďaka závesným stenám 5, ktoré sú navzájom kĺbovo spojené vďaka 5 a mechanizmom 4 a 9, sekcia oddeľovacieho kanála sa navyše mení rýchlosť vzduchu je regulovaná posúvačom 2, zrno je podávané vibračným žľabovým podávačom 11, ktorého výkon závisí od medzery medzi zásobníkom a prijímacou komorou 12, túto medzeru nastavuje ovládacie zariadenie 13, pohon podávač sa vykonáva z vibrátora 10.
Technické ukazovatele RZ - BAB
Produktivita, t/h 10,5
Účinnosť separácie, % 65 - 75
Spotreba vzduchu, m 3 / h 4800
Frekvencia kolísania zásobníka, mn./min. 1420
Výkon motora, kW 0,12
Rozmery kanála, mm
šírka 180
výška 1450
Hmotnosť, kg 270
Inštalačná operácia
Zrno vstupuje do komory 12, potom sa pomocou vibrátora 11 vytvorí malá vrstva zrna, ktorá zabraňuje nasávaniu vzduchu. Vzduch prechádza pod vibrátorom, s prítokom preniká vrstvou zrna, vzduch prechádzajúci žalúziami sa premiešava a unáša ľahké častice pozdĺž separačného kanála smerom nahor do odsávacieho systému. Proces separácie je riadený zariadeniami 13, 9, 4, 2.Separátory zŕn
Používajú sa na čistenie obilia od nečistôt, ktoré sa od zrna líšia geometrickými rozmermi a mernou hmotnosťou. Existujú odlučovače vzduchu:
Podľa tvaru výsevného prvku
S valcovými sitami;
2. Podľa povahy pohybu výsevných prvkov
S planparalelnym pohybom;
S krúživým pohybom výsevných prvkov pozdĺž uzavretého elipsu
trajektórie.
Separátory s valcovými sitami sú vibračno-odstredivé s vertikálnym a horizontálnym pracovným priestorom.
Výkon separátora závisí od šírky sita a nezávisí od dĺžky a účinnosť separácie závisí od dĺžky a nezávisí od šírky.
5.0. Separátor A1 BIS-12
Ryža. 4
Vstupné potrubie spojené so separátorom flexibilným prvkom;
Podávač rovnomerne rozdeľuje materiál po celej šírke sita;
Sito (3,4 ks);
Sito (3,4 ks);
tlmič;
Plniace zariadenie vzduchového separátora;
Regulátor prietoku vzduchu;
Oddeľovací kanál;
Bunker veľkej frakcie sa vyberie zo zariadenia;
Vibračný podávač;
prijímací bunker;
Bunker na odstraňovanie jemnej frakcie;
Vibračný pohon separátora, pozostáva z ED, KRP a kladky s vyvažovaním.
Technické špecifikácie
Q 12 t/h počet sít 4veľkosti sita 1m1m
Spotreba vzduchu 6000 m3/h
Rozmery: 195025251510 šhv
Hmotnosť 1450 kg
Prednáška 6
6.0. Prístroj na umývanie a namáčanie obilia
Po vyčistení a vytriedení ide zrno na pranie a namáčanie. Na umývanie, rôzne dezinfekčné prostriedky(hasené vápno, NaOH, lúh sodný Na 2 CO 3, kyslé prísady, C l, vápno atď.).
Namáčanie zŕn by malo prebiehať za nasledujúcich podmienok:
1 - optimálna vlhkosť,
2 - prítomnosť kyslíka,
3 - optimálna teplota.
Na aktiváciu životnej činnosti zrna musíme okrem vyššie uvedených podmienok privádzať cez zrno určité množstvo vzduchu a súčasne odstraňovať oxid uhličitý.
Existujú 3 spôsoby namáčania:
Namáčanie s dlhými vzduchovými pauzami;
Namáčanie zavlažovania s prestávkami vzduchu;
Vzduchom zavlažované namáčanie.
Premývačka obilia
Premývanie zrna nastáva v dôsledku intenzívneho pohybu kvapaliny a zŕn v špeciálnom turbulentnom kanáli pracieho zariadenia. Zmes sa pohybuje pomocou závitovky alebo stlačeného vzduchu, ktorý sa privádza do spodnej časti prístroja. Vzduch je rozptýlený (rozdrvený na bubliny) a privádzaný do umývacieho kanála. Vo všeobecnosti zariadenie slúži na umývanie zrna a jeho nasýtenie kyslíkom.
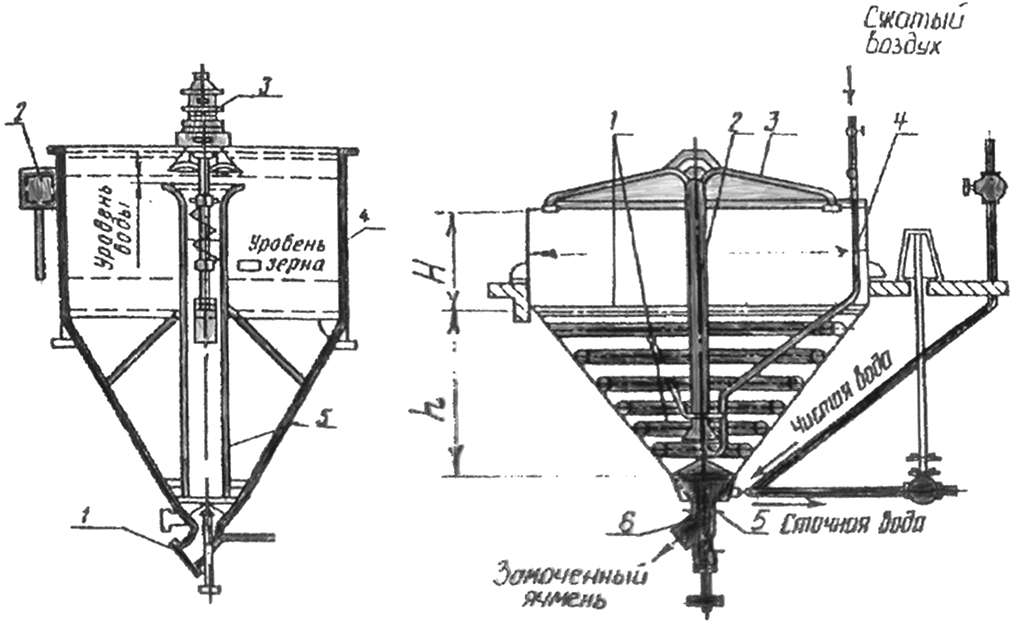
Ryža. 5 Podložka Obr. 6 Uzamykacie zariadenie
Zariadenie pozostáva z telesa 4, valcového oceľového telesa, umývacieho zariadenia 5, skrutky s pohonom 3, odtokovej skrinky 2, cez ktorú sa odstraňujú nečistoty. Premytý materiál sa odstráni cez výstup 1.
uzamykacie zariadenie
Počet zariadení:
N = [( m + h)1/24]+1 (5)
